汽车车身同色件色差控制管理(组图)
一、前言
随着现代汽车工业不断的发展,顾客对车身外观等性能指标越来越关注,其中车身与外饰件的颜色一致性,成为影响目视效果的一个重要因素,下面我们对车身色差原理及控制做一个简单的介绍。
二、颜色基本理论和测量原理
2.1颜色基本理论
通常颜色由色相、明度、彩度(色彩饱和度)组成,色相是区分不同色彩的视觉属性,明度是人眼对物体明亮程度的感觉,彩度又称饱和度,是表示颜色是否饱和纯洁。若两个颜色如果色调、明度和彩度都相等,我们说这两个颜色完全相同。
涂料的颜色是指物体在日光(即白光)照射下所呈现的颜色。用对光物理量的测量间接的测得色知觉量,通过许多数学公式,由每个颜色的三刺激值可以换算得到我们现在涂料常用的颜色定量表示方法,即该颜色的L*,a*,b*值,L*表示明度值;a*表示红/绿值;b*表示黄/蓝值。它是在以日光灯为代表的CIE标准光源,一般情况下色差仪器观察角度为:15度、25度、45度、75度、110度共五角度。
2.2仪器测量原理
通过单色器照射在被测样本上,反射光通过光电管,将光信号换成电信号,通过放大器将电信号放大,并经过电流计测量其电流强度,从而实现对被测样本反射光即颜色绝对值的测量。色差仪出厂配备两块校正板,白板(100%反射光),黑板(0%反射光),每套仪器的白板及黑板同该仪器配套专用,不能仪器间互用,一般每天校正一次。
根据油漆特性不同,测量的角度选择也有所不同,本色漆颜料排列均匀致密,经检测发现其各角度反射光均匀,故本色漆只计算45度角反射光,见所示。
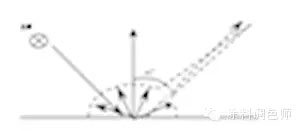
色漆只计算45度角反射光
金属漆(珠光漆)中金属铝粉排列有定向性,各角度值均不同,差异较大,故计算5个角度反射光,但轿车常用25°、45°、75°三角度色差仪;微车常用的是45°单角度色差仪,下面以45°单角度色差仪介绍微车色差控制。
三、影响车身色差的因素
3.1油漆材料批次色差影响:由于每批油漆在原料采购及调配中存在差异,所以每个批次油漆都或多或少有一些色差,但只要不超出标准色板的允许偏差范围,就能保证车身及外协件的色差稳定。特别对材料的da*、db*值,一般在现场很难通过施工参数的调整使其有较大改变。油漆原漆的色差控制标准范围,一般比现场施工范围要窄,这是由于现场施工条件和油漆厂家实验室的条件存在着较大的差别,为了保证现场施工材料稳定性,故要求原漆的色差控制范围较窄。
3.2油漆遮盖能力对车身色差有较大影响:一般情况下当材料工艺遮盖力厚度>15μm,也就是说底色漆膜厚度达到12-15μm,还不能完全遮盖底材,则车身外观易产生如漆膜发花,色差超差等质量缺陷。图6所示为不同漆膜厚度其色差变化图,从图中可见当涂层膜厚达到遮盖厚度时,其色差稳定,不再有较大波动。
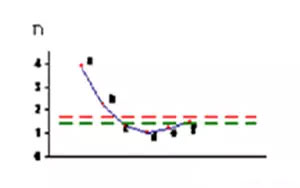
不同漆膜厚度其色差变化图
a:5μm,b:5~10μm,c:10~15μm,d:15~20μm,e:20~25μm,f:25~30μm
一般进行修补和重涂零部件时,总是存在色差超差的问题。正常的施工材料完全遮盖力在15~20μm左右,但由于特殊油漆(如纯白色、明黄色、红色)遮盖力较差,完全遮盖力一般在35-40μm左右,因此现场喷涂属于一种不完全遮盖的喷涂方式,当返修和修补时,易造成色差。修补色差控制建议通过施工粘度变化调整(主要针对浅色颜色);也可采用添加一定比例的色浆调整材料的色相(主要针对异常情况),但较难控制。
3.3现场施工参数对色差的影响:

施工参数对DL值和影响对比表
在油漆比较充分遮盖的情况下,现场施工参数调整对a、b值基本上影响不大,主要影响到dL的变化,下表为参数调整趋势对应dL值变化趋势。
3.4输漆系统对色差影响
汽车用漆多数是金属漆,由于金属漆中含有大量的铝粉,在高分散力作用下首先变质,长时间的剪切力下铝粉甚至被粉碎,但这种变质对实色漆的影响比较小。金属漆颜色的改变是可见的。故现场一般要求,在不生产的情况下,只做油漆循环时,可以采用降低搅拌器的旋转速度,降低泵的频次,具体为10cycle/min进行运行,长时间不生产时(3天以内),将泵出口油漆压力调整为6-7bar、背压阀调整为2-3bar;正常使用泵的频次为12cycle/min,油漆出口压力为9bar、背压阀为4—5bar。在长时间休假时,可将金属漆循环系统的油漆倒出,在管路中加入溶剂加压逐个管路冲洗的方式,这种做法一来可以通过清洗,保证管路中洁净状态,减少管路中盲端和弯头部位金属粉的堆积,二来可以防止油漆长时间循环造成金属粉可以变质粉碎,影响节后正常生产。
下面是两幅金属漆横断面的图片,图7上部分是没变质的的金属铝片,铝片大部分是扁平的。图下部分是变质的金属铝片。变形可以很容易的看出。
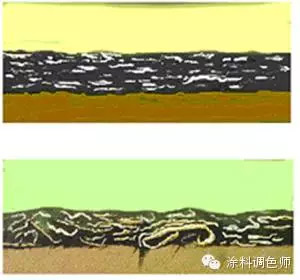
正常铝粉与变质铝粉形状变化的示意图
建立循环系统管路循环点检制度,点检的项目主要有主管路供漆压力,主管路回漆压力,支管路回漆压力和分支压力、稳压器压力等,每日应点检一次,对于压力异常的管路应及时调整,如稳压器压力波动超过1par,应充氮气或压缩空气,保证输调漆系统压力稳定。
循环系统过滤形式一般振荡式过滤器,主要目的就是保证油漆的过滤,目前为了保证过滤效果,回漆管路上也多采用袋式过滤器,金属漆或是珠光漆选用100-150μm的过滤袋,实色漆选用75μm以上的过滤袋,过滤袋应根据进出口压力差和使用时间更换,一般一周更换两次,长时间不更换过滤袋易造成金属粉的沉积,造成色差偏差。
3.5手工补漆对色差影响
一般整车厂的涂装线及总装交验线都会有手工补漆区,解决一些流水线带来的油漆缺陷或是整车装配时碰划伤,因手工喷涂工艺与批量生产的工艺、工具及操作手法的差异,会造成车身部件色差,尤其是浅颜色面漆、金属漆、珠光漆,。如银色、珍珠黄等金属粉含量较多的材料,手工修补后dL*发生变化,对于这个问题,采取措施如下:修补漆禁止从调漆罐直接放漆,采用原漆进行调配,粘度上升约2秒左右,具体根据当天的温度、湿度等情况而定;修补漆与整车喷涂时油漆的批次一致,且每次不宜送太多,送漆时需用现用原装漆桶进行配送,方便确认油漆批次;操作工需对每批新调油漆前两台车进行观察,如发现有色差需立即重新调配,如色差仍不能解决,可用色浆配备。
四色差问题管理控制办法
由于影响色差的因素很多,因此色差管理变得越来越重要。建立一套色差管理程序,用于汽车生产中车身颜色、同色塑料件色差的监控是非常有必要的。色差信息包括原材料色差、车身色差、保险杠色差以及外饰件色差等,都应围绕管理程序运行。
4.1原材料控制:
4.1.1标准板的建立:标准板作为检验每一批次油漆及油漆厂家调漆的标准,要求由汽车厂家及油漆厂家共同制作。
4.1.2标准板的要求及标准:色板为长方形,规格为10×15厘米的马口铁;色板油漆层必须包括中涂层、色漆层和清漆层(金属漆)或中涂层、色漆层(实色漆)等,色漆的漆膜厚度需做如下规定:

色漆的漆膜厚度需做如下规定
从做好的色板中选取一块基板,其基板是该颜色油漆的唯一标准,在其背面记录该板三个角度(25°、45°、75°)的色差值;基板用黑色纸袋封存保留在汽车企业的技术部门,有效期三年。其它标准板的背面记录三个角度(25°、45°、75°)与基板的色差△E/△a/△b/△L值,且其色差的偏差在下表范围内;标准板发给油漆厂家、汽车企业的质量部门、技术部门,整车检验部门及油漆厂家的标准板每三个月与基板进行一次色差比对,当色差的偏差在下表范围之外时,需及时更新标准板。
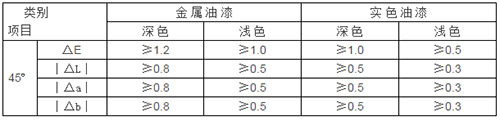
当色差的偏差在下表范围之外时,需及时更新标准板
浅色金属漆:珍珠银灰、银灰、珍珠灰
浅色实色漆:白色、黄色

手机冠品
轻松易点,迅速服务!